衝壓(yā)件生產廠家什麽情況下采用液壓拉(lā)深
在五金衝壓件加工廠,除(chú)了用到(dào)一些(xiē)常(cháng)規的基本拉深方法外,還有(yǒu)許多較為特殊的拉深工藝有時也會到。今天下(xià)午就來紹下這些特殊拉深工藝中的一種-----液(yè)壓拉深。
液壓(yā)拉深是(shì)一種直接利用液休的壓力而使用材料毛坯成形的拉深方法(fǎ)。通常是將液體置於皮囊中,利用橡膠或其它彈(dàn)性材料作為成形介質進行工作,橡膠囊既可當凸(tū)模又可當凹模。這種成形(拉深)方法的特點是:拉深深度深,工作表麵質量好,變薄小,而且僅需要一個鋼質凸模或凹模,模具(jù)成本節省90%以上。
這種液壓(yā)拉深的困難之處是:與彈性介質的帶壓邊圈拉深一樣,其壓(yā)邊力(lì)要(yào)隨著拉深的變化而變化,而且不(bú)同零件、不同材質是不一樣(yàng)的(de),必須對每個零(líng)件單獨進行(háng)調試。為了實現壓邊(biān)力的變化,一般需(xū)要專用壓(yā)力機。
在衝壓件生產廠家,有的為了(le)滿足衝壓件形狀和尺寸的要求,有的為(wéi)了提高金屬材料的(de)塑性、增加拉深(shēn)變形程度、提高生產(chǎn)效率,有的為了簡化工藝裝備和工藝過程、降(jiàng)低成本、縮(suō)短生(shēng)產準備周期,會考慮采用這些特殊的拉深工藝(yì)。
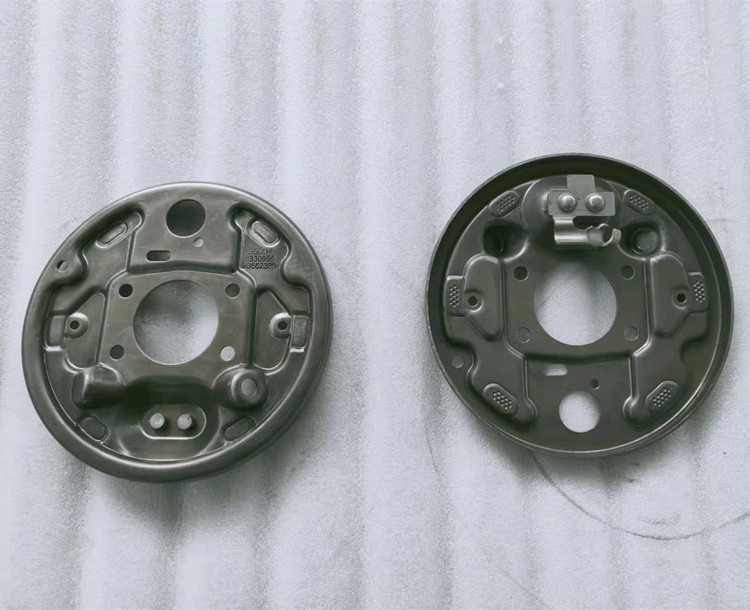 推薦文章:生產汽(qì)車刹車底板(bǎn)采用的是冷衝壓工藝
推薦文章:生產汽(qì)車刹車底板(bǎn)采用的是冷衝壓工藝
")